

芯明天快速刀具伺服系统(FTS)微驱动解决方案
目前,FTS 微位移驱动元件种类很多,但从控制精度和可操作性分析,压电陶瓷驱动器由于具有体积小、分辨率高、响应时间短和输出力大等优点,特别适合误差补偿、FTS 微位移工作台等应用。
微位移工作台驱动方式的选用与 FTS 的设计要求也有密切关系,而 FTS 设计往往是根据加工的需求,这些需求主要包括:①被加工工件的面形精度;②被加工工件的表面粗糙度;③被加工工件的表面过渡区域的特性要求;④加工的生产周期等。
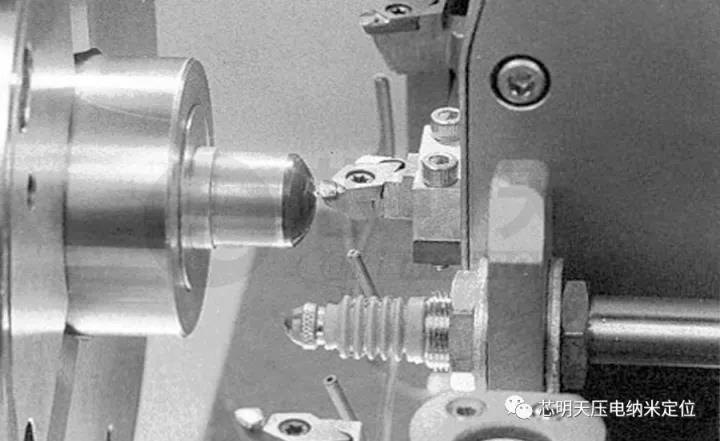
快速刀具伺服系统加工图
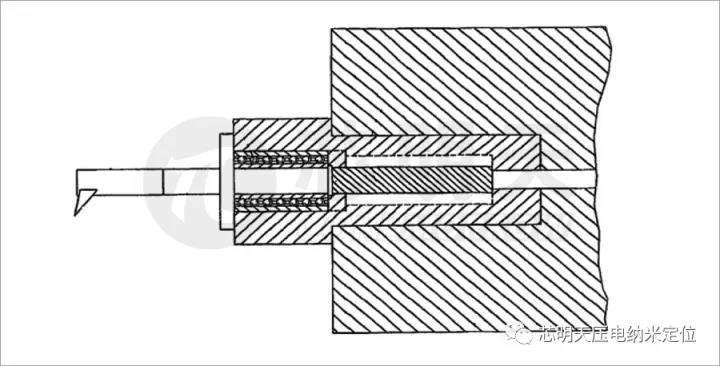
快速刀具伺服加工系统整体结构剖面图
芯明天P93快速刀具伺服系统驱动的行程为120μm, 同时压电陶瓷驱动集成有LVDT位移传感器或CAP电容传感器,通过位移检测,可输出与位移成线性关系的0-10V电压信号;同时P93压电陶瓷驱动可选配温度传感器,可以实现过温保护和安全保护功能。 快速刀具伺服系统技术参数如下:
|
型号
|
功能描述 |
| P93.X100C |
1,自预载装置,工作行程120µm 2,工作频率:15Hz@120µm 3,推力:300N 4,拉力:25N 5,刚度:3N/µm 6,尺寸:60×60×120mm 7,闭环控制 8,位移传感器 9,...... |
| FTS20 |
1,自预载装置,工作行程18µm 2,工作频率: 100Hz@18µm 200Hz@9µm 600Hz@1µm 3,刚度:60N/µm 4,尺寸:151×100×40mm 5,闭环控制 6,位移传感器 7,...... |
工作原理及工作特性
P93快速刀具伺服系统内部是由压电陶瓷促动器驱动,使用的压电陶瓷材料是由PZT锆钛酸铅材料制成,其工作原理是利用压电材料的逆压电效应,即在材料的两极施加电压,压电陶瓷沿极化方向产生微变形。这种压电陶瓷具有纳米级分辨率、高频特性,并且出力大,在微位移领域获得了广泛的应用。
压电陶瓷
根据制作工艺的不同,芯明天压电陶瓷可以分为高压PZT 和低压 PZT,驱动电压分别为1000V和100V左右,其中高压 PZT 常用于高负载的场合。

压电陶瓷的微位移是利用厚度方向振动,由于一般压电陶瓷材料的压电常数 d33 很小,约(70~700)×10 -12C/N,位移量非常小。因此实际中可采用多片级联,构成压电陶瓷叠堆,使器件的位移量大大增加。
压电陶瓷在电压驱动下能实现位移和力的输出。在空载情况下,当压电陶瓷的输出位移为大输出位移时,输出力为零;在大输出力的情况下,压电陶瓷的输出位移将为零。
动态特性分析
在 FTS 的加工过程中,原理上 FTS 的输出位移将随加工曲面回转角度的不同而变化,其输出的变化频率将随着曲面的回转速度成正比,而压电陶瓷的输出位移、工作频率和负载能力之间存在着密切的关系。实际应用中,为了保证压电陶瓷的连接部分跟导向部分始终保持接触,即没有间隙,需要对 PZT 施加一定的预载荷力,同时预载力大于系统惯性力。
PZT驱动示意图
P93压电陶瓷(PZT)驱动快速刀具伺服系统内部集成 LVDT位移传感器或CAP电容传感器,可以检测压电陶瓷驱动的输出,同时 PZT内部可选装温度传感器,并将温度传感器信号传给信号采集模块,当 PZT 工作温度过高时,功率放大器将自动切断电源实现过温保护。E01.D1功率放大器作用是产生高压电源,用于驱动压电陶瓷,其功率和特性直接影响了压电陶瓷的动态响应能力。E01.D1功率放大器设置模拟输入端口,可用 0-10V 的电压驱动。工作时外部模拟输入或计算机控制将 0-10V 电压信号发送给功率放大器,功率放大器将电压放大后驱动压电陶瓷,同时信号采集模块从压电陶瓷采集位移传感器和温度传感器信号(选配情况下),显示器等信号检测装置可以根据试验需要读取位移传感器和驱动电压信号。

芯明天P93快速刀具伺服系统(P93+E01)
考虑到实际加工需要,输入波形要满足曲面形状加工的需要,功率放大器可输出多种波形,如方形、正弦波、三角波等,同时可进行计算机数字控制。
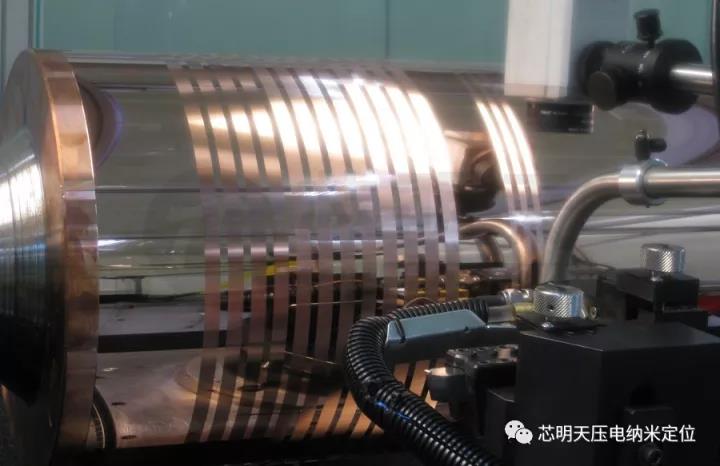
加工效果图 压电陶瓷本身可以实现闭环控制,使得不需要外部安装位移传感器即可采集其信号,再反馈到电源控制器实现闭环控制的情况下,就可以实现准确位移输出。
通过多次反复加电-回零试验,测得P93压电陶瓷驱动快刀伺服系统的输出电压偏差优于±0.001V,将其转化为位移后,压电陶瓷驱动的重复精度优于30nm。
P93快速刀具伺服系统的工作频率响应与电源放大器的功率、PZT 电容大小有关。选用峰值功率大的压电陶瓷驱动电源,可以有效缩短 PZT 电容的充放电时间,提高响应速度。
通过使用不同压电陶瓷及不同内部结构,并配备芯明天压电陶瓷驱动电源,可使响应时间好于20ms,相位时间优于120µs。
欢迎选购芯明天快速刀具定位系统,更多参数请访问芯明天官网:www.coremorrow.com。
咨询热线:0451-86268790。
欢迎关注芯明天微信公众号“芯明天资讯”,将持续更新精彩内容,敬请关注。


