| 压电 纳米 定位 |
产品中心 >> 压电陶瓷片 >>方形压电陶瓷片

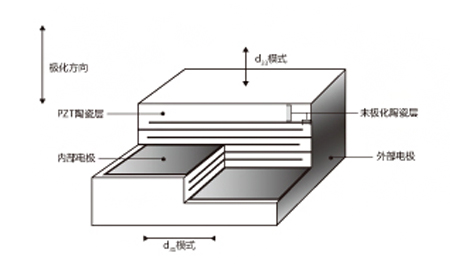
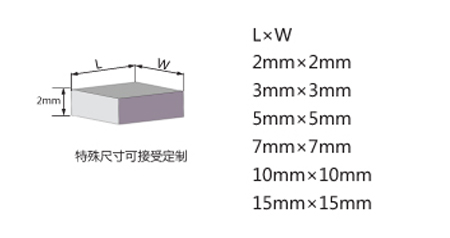
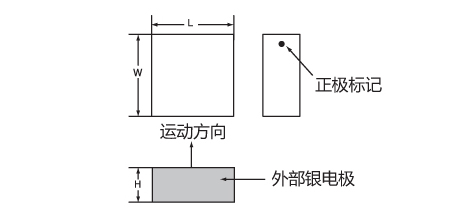
方形压电陶瓷片是标准厚度为2mm的环片,压电陶瓷片单片位移可达3.3μm,它既可单独使用也可叠堆后使用,叠堆高度增加,可获得大的位移行程。 单片压电陶瓷片内部有很多陶瓷层及电极层,相互交叉叠堆,外部两侧印刷电极,将内部电极引出。
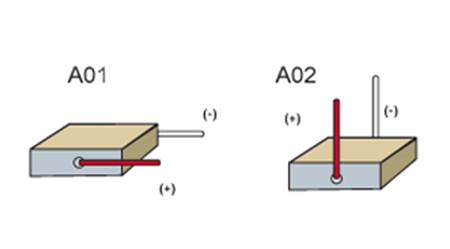
外观及运动方式
工艺结构
多种横截面积可选
焊接方式可选
特殊环境可选
• 真空环境 • 高温或超低温 • 带保险式(部分陶瓷片损坏不影响堆栈未损坏部分正常工作)
粗糙度:Rz 5-10,Ra 0,7-1,3
平面度: +/-10um,取决于尺寸,尺寸小,平面度高。
应用
• 光纤端面检测 • 光纤调整 • 精密定位 • 腔调节
清洁
对于陶瓷组件的清洁,我们建议使用异丙醇(丙醇)或乙醇。 使用前必须彻底干燥组件。 如果需要,组件可以完全浸没在溶剂中,但是对于堆栈,我们建议将暴露限制在几秒钟以避免环氧树脂的减弱。
存储和处理
压电陶瓷元件没有特别的存储限制。然而,在施加电压之前确保组件干燥是很重要的,因此建议将它们存放在干燥的环境中或在使用前彻底干燥。热干燥具有很好地适应,例如在110℃下24小时,如果可能的话在低压环境中。
压电陶瓷元件易碎,必须小心处理。
防止组件相互碰撞,保持组件分离。
特别是对于高而窄的堆叠,确保不会引起弯曲。
使用塑料镊子和工具而不是金属镊子。
戴上手套以避免污染。
请勿对预先连接的电线施加过大的力。
当受到力或温度变化时,请注意压电致动器将产生电荷(即电压),因此在使用前必须通过电阻器正确放电。建议在运输和储存期间保持较大的组件短路。
技术参数
型号:NAC2001(L2*W2*H2mm) |
||
位移: |
静电容量: |
谐振频率: |
刚度: |
推力: |
驱动电压: |
型号:NAC2002(L3*W3*H2mm) |
||
位移: |
静电容量: |
谐振频率: |
刚度: |
推力: |
驱动电压: |
型号:NAC2003(L5*W5*H2mm) |
||
位移: |
静电容量: |
谐振频率: |
刚度: |
推力: |
驱动电压: |
型号:NAC2011(L2*W2*H2mm) |
||
位移: |
静电容量: |
谐振频率: |
| 刚度: 51N/μm |
推力: 168N |
驱动电压: 150V |
型号:NAC2012(L3*W3*H2mm) |
||
位移: |
静电容量: |
谐振频率: |
| 刚度: 115N/μm |
推力: 378N |
驱动电压: 150V |
型号:NAC2013(L5*W5*H2mm) |
||
| 位移: 3.3μm |
静电容量: 190nF |
谐振频率: 486kHz |
| 刚度: 318N/μm |
推力: 1050N |
驱动电压: 150V |
型号:NAC2014(L7*W7*H2mm) |
||
| 位移: 3.3μm |
静电容量: 380nF |
谐振频率: 486kHz |
| 刚度: 624N/μm |
推力: 2060N |
驱动电压: 150V |
型号:NAC2015(L10*W10*H2mm) |
||
| 位移: 3.3μm |
静电容量: 760nF |
谐振频率: 486kHz |
| 刚度: 1273N/μm |
推力: 4200N |
驱动电压: 150V |
型号:NAC2021(L7*W7*H2mm) |
||
| 位移: 3.3μm |
静电容量: 220nF |
谐振频率: 486kHz |
| 刚度: 624N/μm |
推力: 2060N |
驱动电压: 200V |
型号:NAC2022(L10*W10*H2mm) |
||
| 位移: 3.3μm |
静电容量: 440nF |
谐振频率: 486kHz |
| 刚度: 1273N/μm |
推力: 4200N |
驱动电压: 200V |
型号:NAC2023(L15*W15*H2mm) |
||
| 位移: 3.3μm |
静电容量: 970nF |
谐振频率: 486kHz |
| 刚度: 2864N/μm |
推力: 9450N |
驱动电压: 200V |
型号:NAC2024(L3*W3*H2mm) |
||
| 位移: 1.9μm |
静电容量: 25nF |
谐振频率: 500kHz |
| 刚度: 161N/μm |
推力: 290N |
驱动电压: 200V |
型号:NAC2025(L5*W5*H2mm) |
| 位移: 1.9μm |
静电容量: 80nF |
谐振频率: 500kHz |
| 刚度: 400N/μm |
推力: 800N |
驱动电压: 200V |
3mm厚方形压电陶瓷片技术参数
型号:CMA5*5*3(L5*W5*H3) |
|
| 位移:4μm | 静电容量:464nF |
| 驱动电压:150V | 推力:1000N |
注:小幅值(几伏电压)下使用,工作频率可达几kHz。参数公差±20%。
 点击下载资料
点击下载资料尺寸图
焊接过程
将电线焊接到丝网印刷的银电极上可以实现优异且时间稳定的连接。然而,偶尔银表面上的焊锡是湿润的情况下,焊接可能是困难的。
这种现象主要是由大气中的硫分子与银表面之间的反应以及随后在部件表面上形成硫化银层引起的。该层的形成和高度受多种因素的影响,如老化程度、pH值、湿度等。
为了在任何时候完全避免这些问题,因此建议在焊接之前轻轻地清洁部件上的外部电极,使用玻璃刷或钢丝绒。
我们建议使用250到325℃的焊接温度。银可溶于焊锡,如果焊接时间太长,电极将完全溶解在焊料中。为了增加可能的焊接时间,我们建议使用银含量为2-4%的焊锡。即使这种锡的焊接时间增加,我们仍然建议焊接时间不超过2-3秒,以尽量减少向压电陶瓷产??品的热传递,从而避免压电陶瓷材料去极化的风险。
焊料
焊接材料必须含有Ag。
推荐以下标准以及超高真空应用:
96SC锡/银/铜与多芯助焊剂(助焊剂型晶体400)。
推荐流程
电线预先焊接好。 用玻璃刷清洁Ag电极表面以除去氧化层。 烙铁温度约为"285℃"。
电极表面预焊如下:
少量焊接材料在烙铁头处熔化。 烙铁在电极表面保持约1秒钟 采用更多焊接材料形成小圆形焊接材料点。 将预焊线放置在圆形焊接材料点的顶部并焊接在一起。 如有必要,可使用更多焊接材料。
联系我们
哈尔滨芯明天科技有限公司
总机:0451-86268790
传真:0451-86267847
邮箱:info@coremorrow.com
网址:www.coremorrow.com
地址:黑龙江省哈尔滨市南岗区学府路191号创业孵化产业园I2栋1层
| 关于我们 | 产品中心 | 产品应用 | 联系我们 |
请关注芯明天微信公众号或芯明天官网:www.coremorrow.com www.coremorrow.cn获取更多信息。

